Введение
Оборудование для резки алмазной проволоки в форме кольца представляет собой значительное усовершенствование по сравнению с традиционными методами резки. В отличие от обычных проволочных пил, которые часто используют длинные проволоки с открытым контуром, кольцевые алмазные пилы используют непрерывную проволоку с замкнутым контуром, которая обладает рядом преимуществ. К ним относятся более высокая скорость резки, превосходная обработка поверхности с минимальными следами от проволоки и повышенная точность при резке различных твердых материалов, таких как графит, кремний и оптическое стекло. В этой статье мы рассмотрим механику резки алмазной проволокой, оптимальные настройки натяжения, рекомендуемые параметры резки для различных материалов, а также практические советы по достижению наилучшей производительности вашего оборудования.
Понимание механики резки
При использовании оборудования для резки алмазной проволокой в форме кольца режущая проволока должна оказывать усилие на заготовку для достижения эффективного реза. Это усилие заставляет гибкую проволоку изгибаться, создавая "дугу". Наличие этой дуги очень важно, поскольку она указывает на то, что проволока прикладывает необходимое усилие для резки. Если проволока остается идеально прямой, это говорит о том, что к заготовке не прикладывается сила резания, что приводит к неэффективному резанию.
В нормальном состоянии проволока образует контролируемую дугу, которая оказывает постоянное тяговое усилие на заготовку до завершения реза. В процессе резки дуга проволоки динамически регулируется, поддерживая оптимальное давление и обеспечивая ровный срез. В момент завершения резки между проволокой и заготовкой появляется заметное расстояние, обычно около 2-3 см, что свидетельствует о внезапном исчезновении дуги проволоки. Это ключевой показатель того, что резка завершена и оборудование сработало правильно.

Рисунок 1: Иллюстрация механики резки и формирования проволочной дуги.
Оптимальные настройки натяжения для эффективной резки
Натяжение режущей проволоки - важнейший фактор, напрямую влияющий как на скорость, так и на качество резки. Два явных признака указывают на то, что натяжение слишком слабое:
- Колебания проводов во время холостого хода: Если режущая проволока колеблется вверх-вниз, когда машина работает на холостом ходу, это свидетельствует о недостаточном натяжении. В нормальных условиях проволока должна оставаться стабильной, а ее движение должно быть незаметным, когда машина не ведет активную резку.
- Увеличение дуги проволоки при более высоких скоростях резки: Если скорость резки увеличивается, а режущая проволока не движется вперед быстро, а вместо этого образует большую дугу, это явный признак того, что натяжение слишком слабое (за исключением случаев резки очень твердых материалов). Достаточное натяжение помогает поддерживать стабильность проволоки, предотвращая чрезмерное образование дуги и обеспечивая равномерную траекторию реза.
Хорошо натянутая проволока не только повышает скорость резки, но и улучшает качество поверхности среза, что приводит к уменьшению дефектов и более гладкой отделке. Режущая проволока, используемая в Оборудование для резки алмазной проволоки в форме кольца рассчитана на напряжение от 220 до 350 Н, что достаточно для предотвращения поломки при нормальных условиях эксплуатации. Важно отметить, что небольшая дуга в 2-3 мм во время резки является нормальным явлением и указывает на то, что проволока прикладывает правильное усилие для резки.

Рисунок 2: Влияние натяжения проволоки на скорость резки и качество поверхности.
Рекомендуемые параметры резки графита
Графит, будучи относительно твердым и хрупким материалом, требует особых параметров резки для достижения оптимальных результатов. Исходя из нашего опыта, мы рекомендуем следующие параметры:
- Скорость провода: 1800 - 2000 об/мин
- Скорость резки: 50-100 мм/мин
Операторам рекомендуется экспериментировать с этими параметрами, начиная с более низкой скорости проволоки 1500 об/мин и постепенно увеличивая ее до 2000 об/мин. Одновременно можно регулировать скорость резки, чтобы найти оптимальный баланс между скоростью и качеством поверхности. Цель - получить чистый, гладкий срез с минимальными дефектами.
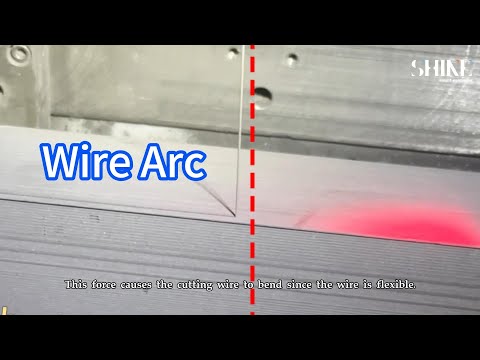
Рисунок 3: Рекомендуемые скорости проволоки и резки для графита.
Практические советы для операторов
Чтобы добиться максимальной производительности оборудования для резки алмазной проволоки кольцевой формы, примите во внимание следующие советы:
- Поддерживайте правильное натяжение: Регулярно проверяйте и регулируйте натяжение проволоки, чтобы оно находилось в рекомендуемом диапазоне 220-350 Н. Это поможет предотвратить поломку проволоки и сохранить эффективность резки.
- Контрольная дуга: Постоянная дуга проволоки в 2-3 мм во время резки является нормальной. Если дуга становится слишком большой, следует увеличить натяжение или снизить скорость резки.
- Экспериментируйте с параметрами: Особенно при первоначальной настройке экспериментируйте с различными скоростями и натяжениями проволоки, чтобы найти оптимальные настройки для конкретного применения. Это поможет определить оптимальный баланс между скоростью, качеством и сроком службы проволоки.
Заключение
В целом, достижение оптимальной производительности при использовании оборудования для резки кольцевой алмазной проволокой предполагает понимание механики процесса резки, поддержание надлежащего натяжения и установку соответствующих параметров резки для различных материалов. Тщательно контролируя дугу проволоки, регулируя натяжение по мере необходимости и экспериментируя с различными настройками, операторы могут добиться высококачественного реза с минимальным количеством дефектов и максимальной эффективностью. Мы рекомендуем операторам смело вносить коррективы на этапе первоначальной настройки, чтобы найти оптимальную конфигурацию для своих конкретных нужд.